
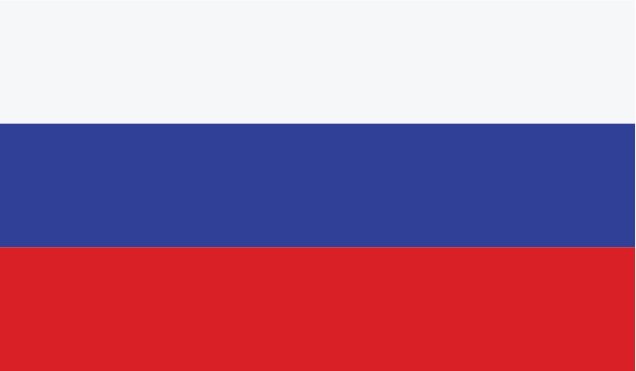


Power & free конвейерная система линии покрытия состоит из переднего + заднего + переднего + заднего + переднего + заднего вагона. Установите переднюю лопату на передней машине и подключите ее к подъемной лапе через механизм связи. Задняя лопата установлена на задней тележке. Принцип работы, включается пневматическое стопорное устройство, которое нажимает когти подъема в блок перед 1 блок, чтобы освободить тягу к буксиру. Группа тележки 1 останавливает движение, тележка 2 продолжает движение вперед, пока передняя лопата предыдущей тележки вдоль склона позади тележки за лопатой группы тележки 1 не поднимется. Это позволит подъемному винту опуститься и отсоединить тяговую цепь. Группа тележки 2 останавливает движение, аналогично более поздней группе тележки. Когда заканчивается работа в режиме power&free, пневматический стопор закрывается, подъемный винт на передней части группы тележки 1 поднимается под действием веса самой передней лопаты. Толчок тяговой цепи в положение, чтобы подтолкнуть группу тележки 1, работающую вперед. По мере движения вперед группы тележки 1, передняя лопата группы тележки 2 отходит позади лопаты 1 тележки, подъемный винт поднимается, достигая работы power&free.
Метод работы
Тележка останавливается или работает и не будет мешать друг другу в нормальном режиме работы. Транспортируемая заготовка может храниться на линии покраски. Более длинная заготовка может использоваться в параллельном режиме power&free или наклонном power&free. В зависимости от разных регионов можно добиться разного разделения заготовки, линия с разной скоростью может быть настроена в зависимости от разного местоположения.
Описание
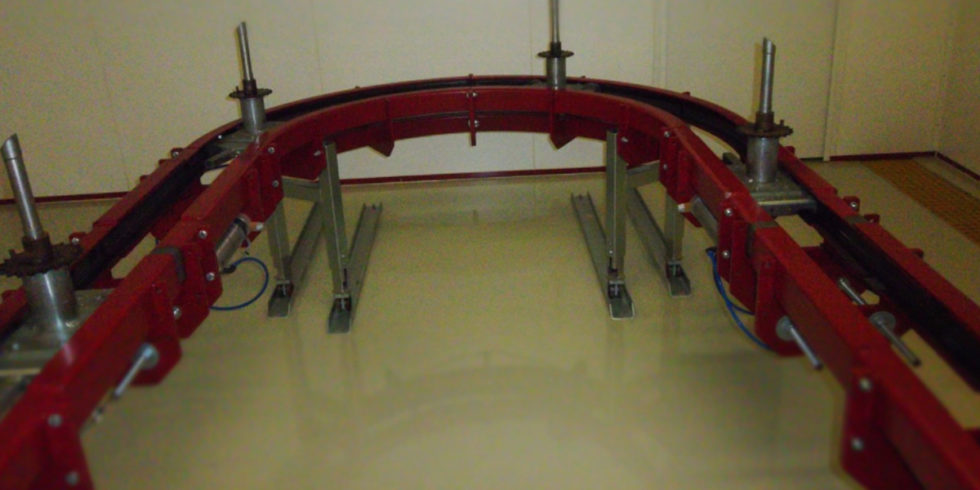
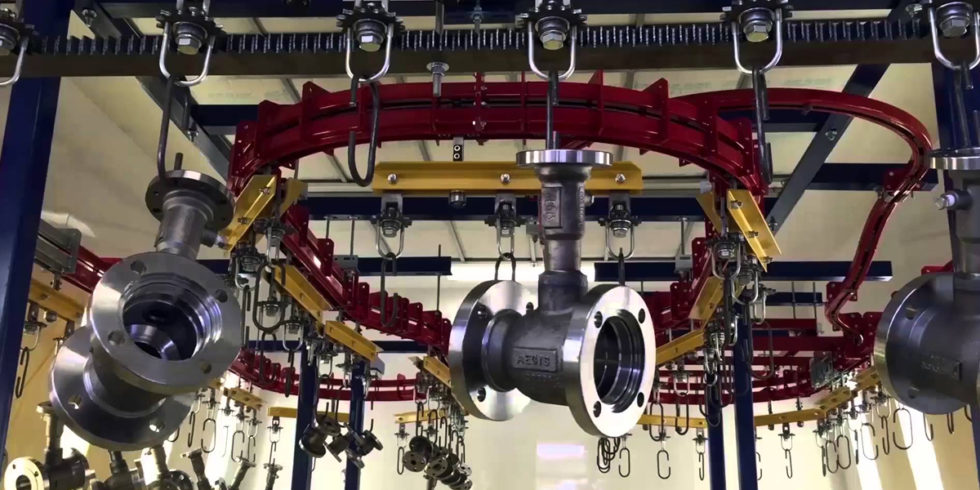
Power &free подвесной конвейер, расположенный вдоль точки запуска в сварочном цехе. Детали производства сварочного цеха подвешиваются в соответствии с типом модели подвески группы покрытия, транспортируются для выполнения обработки поверхности на линии производства покрытия непосредственно после подвешивания.
Преимущества
Пустые крючки могут достигать предварительного распределения различных мест погрузки в соответствии с производственными договоренностями в цехе окраски для удовлетворения координации между различными местами.
Он не имеет вторичного рулевого подвеса, прямого и транспортного соединения, поэтому детали находятся под лучшей защитой, без человеческих отходов.
В погрузочной зоне не хранится большое количество деталей, что экономит землю для мастерской.
Стоимость оборудования и затраты на рабочую силу могут быть сбалансированы в производстве через определенное время, и эта часть оборудования инвестируется в прибыль на более поздних этапах производства.